



模具銅公(電極)的加工方法和注意事項! [行業技術] ![模具銅公(電極)的加工方法和注意事項! [行業技術]](https://img.jishulink.com/upload/202207/d26821b0e69246d5a0c4d3117092d8c0.png?image_process=resize,fw_294,fh_172,)
在加工前還要檢查工件的裝夾方向是否同電腦中的圖形方向相同,在模具中的排位是否正確,裝夾具是否妨礙加工,前后模的方向是否相配。還要檢查你所用的刀具是否齊全,校表分中的基準等。2、火花位的確定:一般幼公(即精公)預留量為 0.05~0.15,粗公 0.2~0.5,具體火花位的大小可由做模師父定。銅公有沒有加工不到的死角,是否需要拆多一個散公來。
2214
模具設計UG編程教學 ??? 3年前
螺紋的八種加工方式匯總,做機加工必知 
但是某些特殊情況下,上述方法不易獲取好的加工效果,比如因疏忽而導致在零件熱處理之后需要加工螺紋,或者因為材料因素限制,比如需要在硬質合金工件上直接攻絲。 這時候就需要考慮電火花的加工方式。 電火花將于機加工方式相比,順序相同,都需要先打底孔,且底孔直徑要根據工況來確定。 電極需要加工成螺紋狀,加工過程中電極需要能夠旋轉。
2632
機械學霸 ??? 4年前
螺紋的八種加工方式匯總 
但是某些特殊情況下,上述方法不易獲取好的加工效果,比如因疏忽而導致在零件熱處理之后需要加工螺紋,或者因為材料因素限制,比如需要在硬質合金工件上直接攻絲。這時候就需要考慮電火花的加工方式。 電火花將于機加工方式相比,順序相同,都需要先打底孔,且底孔直徑要根據工況來確定。電極需要加工成螺紋狀,加工過程中電極需要能夠旋轉。
2900
非標機械論壇 ??? 4年前
【機械設計】新人設計易錯點17個:大神實際工作總結 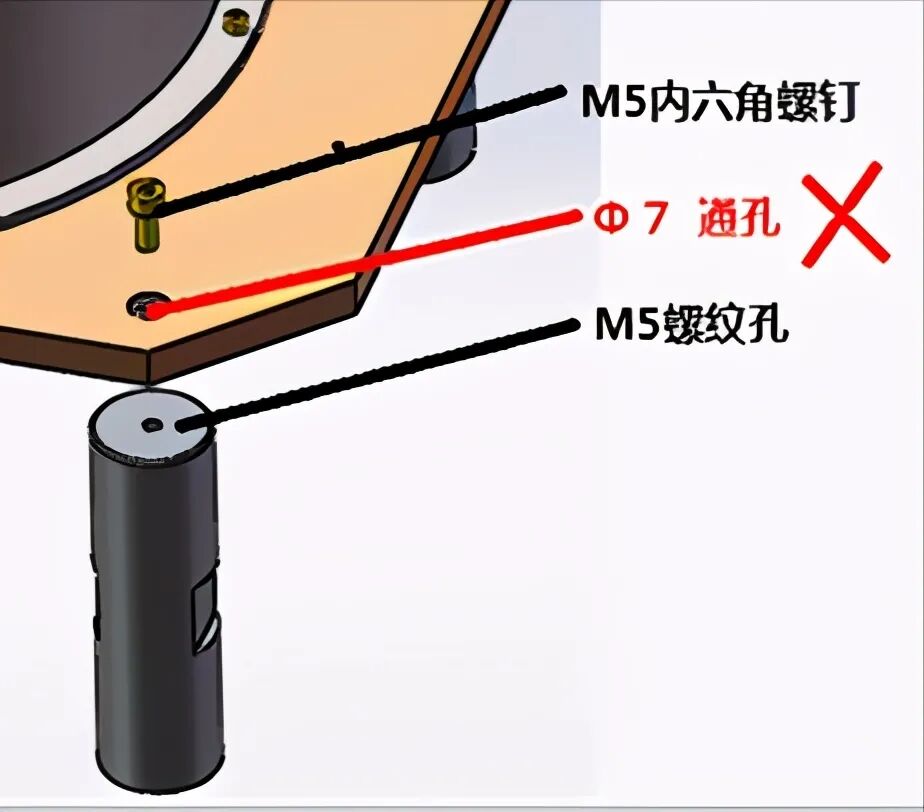
選用非金屬一般考慮減震、潤滑等特性,因此考慮到其特殊的形狀及加工難度,例如材料可嘗試選擇黃銅H62,其特性相對接近。(3)如下圖為一個需要使用線切割或者電火花等特種加工才可以完成的零件,但材料選擇了非金屬(尼龍1010) (×)非金屬材料絕大多數都是絕緣的,二尼龍1010也是,其絕緣的特性決定了其不可用用線切割或者電火花加工。
2954 6
機械工程師 ??? 3年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
什么叫火花紋?電火花加工后留下的紋稱為火花紋。15. 銅工是什么?電火花通常采用易于加工的銅料做放電電極,稱為銅工,也稱電極,銅工一般分為:粗工、粗幼工、幼工、幼工又稱精工。16. 火花位通常是多少?放電過程中,銅工和鋼料之間的放電間隙稱為火花位,粗工火花一般在15到50條,幼工火花位一般在5到15條。17. 料位是什么?塑膠產品的避厚,也稱肉厚。
3456
UG模具設計材料 ??? 4年前
新人設計易錯點17個:大神實際工作總結 
選用非金屬一般考慮減震、潤滑等特性,因此考慮到其特殊的形狀及加工難度,例如材料可嘗試選擇黃銅H62,其特性相對接近。(3)如下圖為一個需要使用線切割或者電火花等特種加工才可以完成的零件,但材料選擇了非金屬(尼龍1010) (×)非金屬材料絕大多數都是絕緣的,二尼龍1010也是,其絕緣的特性決定了其不可用用線切割或者電火花加工。
2066 1
非標機械論壇 ??? 4年前
延長沖壓模具使用壽命的幾點措施 
(2)電火花加工的影響 電火花加工不當會降低模具的韌性和斷裂抗力,出現這種現象的首要原因是電火花加工會產生電火花燒傷層,燒傷層拉應力較大,當厚度較大時將出現顯微裂紋。
2761 6 3
金屬加工前沿 ??? 3年前
很全的模具拋光知識,拋光美女都驚嘆太實用了!
影響模具表面拋光性的因素1)工件表面狀況材料在機械加工過程中,表層會因熱量、內應力或其他因素而損壞,切削參數不當會影響拋光效果。電火花加工后的表面比機械加工或熱處理后的表面更難研磨,因此電火花加工結束前應采用電火花精修整,否則表面會形成硬化薄層。如電火花精修規準選擇不當,熱影響層的深度最大可達0.4 mm。硬化薄層的硬度比基體硬度高,必須去除。
1980
數控編程網 ??? 4年前
通過 CNC 加工和精密夾具提升自動化生產線效率 
高度重復性: 一旦完成程序設定,CNC 可重復加工出一致性極高的零件,適用于大批量生產。復雜幾何形狀: 例如線切割夾具,其復雜輪廓和高配合要求,必須依賴 CNC 精密加工。材料多樣性: CNC 加工適用于多種材料,是自動化設備所需各類零部件的理想制造方式。線切割夾具的重要性線切割夾具(通常采用電火花線切割 EDM 制作)用于在加工過程中牢固固定復雜或精細的零件。
2353
2103707493 ??? 11月前
設計88問,太全面了,果斷收藏!
27、什么叫火花紋?電火花加工后留下的紋稱為火花紋。28、什么PL面?PL面又稱:分型面、啪拉面,是指模具在閉合時前模和后模相接觸的部分。29、電腦鑼是什么?數控銑床和加工中心30、銅工是什么?電火花通常采用易于加工的銅料做放電電極,稱為銅工,也稱電極,銅工一般分為:粗工、粗幼工、幼工、幼工又稱精工。
2261 2
UG模具設計材料 ??? 3年前
螺紋的八種加工方式 
但是某些特殊情況下,上述方法不易獲取好的加工效果,比如因疏忽而導致在零件熱處理之后需要加工螺紋,或者因為材料因素限制,比如需要在硬質合金工件上直接攻絲。這時候就需要考慮電火花的加工方式。 電火花將于機加工方式相比,順序相同,都需要先打底孔,且底孔直徑要根據工況來確定。電極需要加工成螺紋狀,加工過程中電極需要能夠旋轉。
2419
機械學霸 ??? 3年前
廣東模具術語深圳方言模具術語
----電火花加工后留下的紋 粗公----電火花粗加工用的銅公 精公----電火花精加工用的銅公 曬字----做好菲林再拿去加字體的加工方法 開模器=拉膠=拉模扣 密 封 圈=膠 圈 =防水膠圈=O型圈 波子螺絲=定位珠 =彈弓波子 扣機 就是控制多板分型的機械裝置模具類: K.O孔——頂棍孔——用來頂頂針板的
2279
汽車零部件模具與注塑 ??? 4年前
海洋金屬加工與水下機器人:用于海洋科技與定制船艇配件的精密CNC加工指南 
海事級鋁合金(5052/5083/6061/7075) 輕量、高強度、易加工 船艇配件 & 水下機器人框架 銅合金/黃銅/青銅 海水抗腐蝕、抗火花 螺旋槳、閥體 工程塑料(PEEK/Delrin/HDPE) 熱穩定
2620
2103707493 ??? 6月前
UG加工環境與加工術語,工藝安排,加工初始設置 
我們已經知道UG CAM可以為數控銑、數控車、數控電火花線切削機編制加工程序,而且單是UG CAM 的數控銑還可以實現平面銑(Planar Mill )、型腔銑(Cavity Mi11)、固定軸曲面輪廓銑(Fixed Contour)等不同加工類型。
2939
張偉一 ??? 3年前
基于UG模具零件數控銑削編程淺析 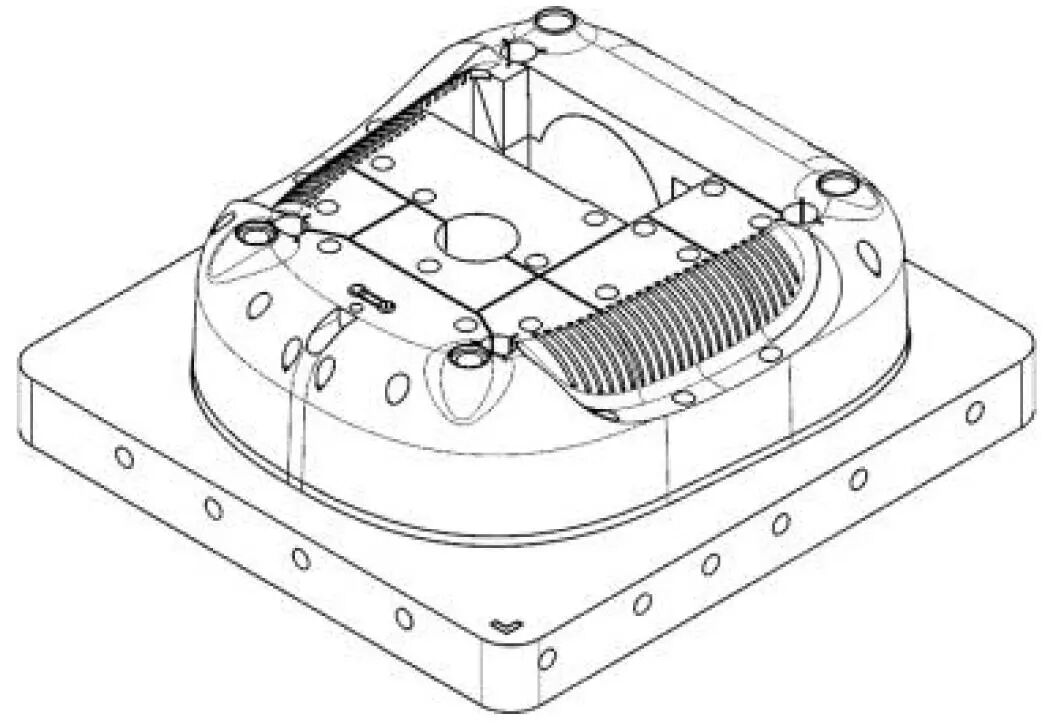
圖2 刪除不需要數控銑削加工的特征 2 數控刀路分析 實體兩側有一串筋位,筋位的寬度為2.5 mm,深度為3 mm,筋位位于圓弧面上,需要電火花加工,因此筋位不需要數控編程;實體有一個方形鑲件配合孔,是由電火花加工,不需要數控編程;實體的上表面有一個半圓槽,無法用加工中心完全加工到位,也需要用電火花加工,因此該位置只需要粗加工。
2450
張偉一 ??? 3年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
什么叫火花紋?電火花加工后留下的紋稱為火花紋。15. 銅工是什么?電火花通常采用易于加工的銅料做放電電極,稱為銅工,也稱電極,銅工一般分為:粗工、粗幼工、幼工、幼工又稱精工。16. 火花位通常是多少?放電過程中,銅工和鋼料之間的放電間隙稱為火花位,粗工火花一般在15到50條,幼工火花位一般在5到15條。17. 料位是什么?塑膠產品的避厚,也稱肉厚。
2970
UG模具設計材料 ??? 4年前
射出模具數字化設計與智能制造技術研究 
第二,計算機輔助制造(Computer Aided Manufacturing, CAM)部門主要負責工藝制定和數控加工工作[5]。第三,電加工部門主要負責模具主要零件的電火花放電加工工作。 其中,電火花放電加工是精密模具制造的重要環節。電加工過程中,三坐標指定測量點的選擇、電極是否偏心、放電間隙是否準確等方面都需要進行嚴格的質量檢測工作。
3814
ACMT協會 ??? 2年前
26種方法教你取出斷在孔里的絲錐! 
17、做一個比斷入物直徑小的六角電極,用電火花機床在斷入物上加工一六角沉孔,然后用內六角扳手擰出。(缺點:a、對銹死的或卡死的斷入物無用;b、對大型工件無用;c、對太小的斷入物無用;d、耗時、費事。) 18、直接用比斷入物小的電極,用電火花機床打。(缺點:a、對大型工件無用,無法放入電火花機床工作臺;b、耗時;c、太深時容易積碳,打不下去。)
2859
機械學霸 ??? 4年前
CNC編程工程師工廠技術規范大全!
銅公基準角作明顯標記,要有模具編號、銅公編號、銅公3D圖、火花位大小、注意事(接順、移數加工、旋轉加工、拆鑲件后加工、銅公要線割等)、編程師簽名確認,部門主管審核(具體按樣板)。 21. 銅公線割圖紙要求簡潔、清晰、易懂。
2149 2 2
機械加工網 ??? 4年前
摩托羅拉手機后殼注射模具設計+3d 
一般電火花加工能得到的最小角部半徑略大于加工放電間隙,通常為0.02mm~0.03mm,若電極有損耗或采用平動頭加工,則角部半徑還要增大。分型面及模仁的加工要盡可能采用鏡面火花機加工,不能手工修正。13)線切割要采用慢走絲精密加工。14)頂針頭部高度要做平整。因此,對于手機模具來說,模胚最好是能采用富得巴精密模胚,模板的厚度公差為±0.02,長期保持精度不變。15)做好鑲件排氣。
2179
模具論壇 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
